Research area Control of strip surface properties
Modeling, observer design, and control of the coating weight and surface quality in hot-dip galvanizing lines for steel strips
Research focus
- Combined data- and physics-based modeling and parameter identification of the jet finishing and temper rolling process in industrial strip processing lines
- Soft-sensing techniques for the estimation of non-measurable system quantities
- Optimal, robust, adaptive, and learning-based control of systems with significant transport delay
- Multivariable control of distributed-parameter systems

Steel strip is coated with liquid zinc in a hot-dip galvanizing bath, © voestalpine Stahl GmbH.
Description
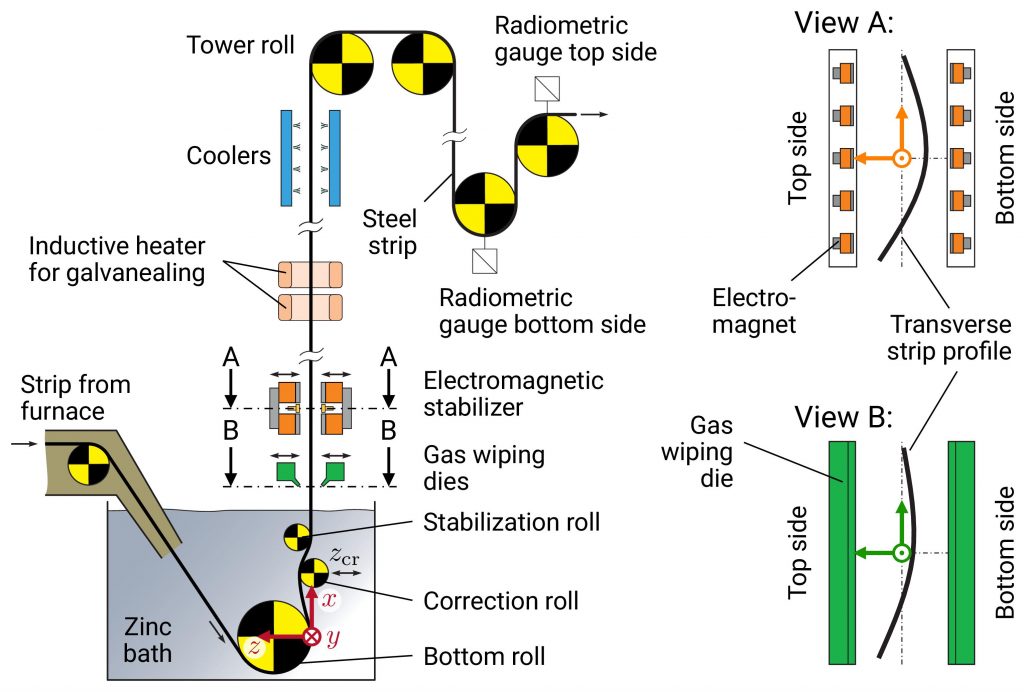
In the coating section of a continuous hot-dip galvanizing line, a tensioned steel strip is continuously fed from an upstream annealing furnace into a bath of molten zinc with a temperature of approximately 460°C. After the zinc bath, the strip passes so-called gas wiping dies which blow off excess liquid zinc to establish the desired uniform coating weight on both sides of the strip. Due to the preceding thermal treatment and plastic bending at various guiding rolls, the steel strip typically exhibits an unwanted residual lateral curvature (crossbow) when it leaves the zinc bath. In addition, the strip is prone to oscillatory transverse displacements, which are for instance excited by eccentricities of the guiding rolls. These effects cause static and dynamic deviations from an ideal flat strip shape, non-uniform gap widths between the gas wiping dies and the strip surface, and thus a non-uniform zinc coating of the strip.
Galvanizing section of an industrial hot-dip galvanizing line.
To realize a uniform zinc layer with a coating weight just above the lower bounds of the specification, the jet wiping process needs to be actively controlled. Possible control inputs include the gas pressure of the gas wiping dies, the horizontal and vertical position of gas wiping dies, the strip velocity, the position set-points for the electromagnetic strip stabilizer as well as the horizontal position of the correction roll in the zinc bath. The final coating weight can only be measured when the zinc coating is fully solidified and sufficiently cooled down. Thus, radiometric coating weight gauges for coating thickness measurement are typically located more than 50 meters after the zinc bath. This significant measurement delay is an additional challenge in the considered multivariable control task.
To solve this control task, a hierarchical multivariable control strategy for the strip position, strip shape, strip vibration attenuation, and coating weight is developed in this research project. To achieve a satisfactory control performance and to minimize the effort for implementation and long-term maintenance, adaptive and learning-based control strategies as well as online optimization techniques are used.
Some hot-dip galvanizing lines are equipped with inductive heaters for galvannealing. They are located above the gas wiping dies and briefly reheat the zinc-coated steel strip to a temperature of approximately 500°C. This facilitates the diffusion of iron atoms into the coating layer and thus the formation of a zinc-iron alloy, which improves corrosion resistance, weldability, and paintability of the galvanized steel strip. The formation of zinc-iron phases in the coating layer depends on its thickness, the annealing temperature, the annealing time, the strip material, and the aluminum concentration in the zinc bath.
The aim in this research project is to develop a control strategy for the galvannealing process. The main control objective is to uniformly establish a zinc-iron alloy with the desired iron concentration. Because the diffusion of iron atoms into the zinc layer is a complex physical process, data-based modeling techniques are used to design a soft-sensor for monitoring the iron content in the final coating layer. Because the coating weight also influences the diffusion of iron atoms into the zinc layer, it is beneficial to eventually integrate both control concepts for the coating weight and the galvannealing process into a combined multivariable control algorithm.
Temper rolling mill at the exit section of an industrial hot-dip galvanizing line, © voestalpine Stahl GmbH.
Typically, galvanized steel strips are further processed in a temper rolling mill to establish a specified surface quality (roughness and texture), to improve material properties (increase yield strength, avoid yield point elongation, increase hardness, etc.), and to improve geometric properties like flatness of the strip. Temper rolling is a cold rolling step characterized by a small thickness reduction (typically less than 2%). The transfer of the surface texture and roughness of the work rolls to the strip surface is influenced by the pressure in the roll gap, possible lubrication, strip tension, as well as the wear state of the work rolls. To control the thickness uniformity of the strip, the lateral roll gap height profile can be adjusted by the shape of backup rolls or hydraulic roll bending devices.
The aim of this research activity is to develop a control concept for the strip surface properties (surface roughness and texture) obtained by temper rolling. To this end, the effects of controllable and non-controllable rolling parameters are analyzed and a data-driven model of the temper rolling process is developed. Based on this model, feedforward control is combined with adaptive and learning-based feedback control to reliably obtain surface properties within the specifications while minimizing work roll wear.
Links
- Sponsors and research partners
- Related projects at the institute