
Optimization of start times and product sequences in a multi-line hot rolling mill
Project focus
- Modelling of the processing times of products
- Computation of optimal product start times with deterministic and stochastic processing times
- Optimization of the sequence of products
Description
In a multi-line rolling mill for stainless steel, sectional and flat bars as well as wire are produced. The products have different production parameters (steel grades, cross-sections, rolling temperatures, rolling speeds, etc.). Figure 1 shows an outline of the considered plant. In the first processing step, the products are reheated to specific rolling temperatures. Most of them are heated in a walking beam furnace and only a few are heated in induction furnaces. In the next step, the hot products are rolled out to an intermediate square cross-section by a reversing roughing mill. Afterwards, the intermediate products are processed to steel bars or wire in the profile rolling line or to flat steel in the flat rolling line.
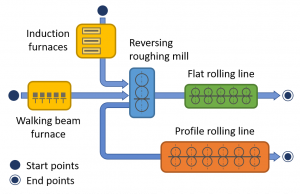
Scheme of the multi-line rolling mill.
At the profile rolling line, see Fig. 2, tool changes are required when the dimensions of the product cross section change. During these tool changes, products are manufactured at the flat rolling line. The following points are important for the throughput and efficiency of the plant:
- Considering all safety-relevant time buffers, the start times of the products should be chosen to minimize the time intervals between successive products. This strategy maximizes the product throughput.
- The product sequence has to be chosen so that retooling times entailed by different product parameters of successive products are minimized.
- During tool changes at the profile rolling line, the products processed at the flat rolling line should be chosen so that their total production time optimally fills the time span of the tool changes. This total production time depends also on the rolling sequence of the chosen products at the flat rolling line.

Section of the profile rolling line.
As a basis for optimizing the start times, models of the processing times of products are developed for all relevant sections of the plant. These models can predict the processing of all products in the form of discrete-event times at which products pass defined points along the line. The optimal start time of a product is then determined based on the event times of the previous product and displayed to the operators on a terminal.
The optimization problem of selecting and sequencing the products is known to be NP-hard. To approximately solve this problem, various heuristic algorithms (local search, simulated annealing, tabu search) are implemented and analyzed. Furthermore, the application of methods to determine exact solutions (branch and bound, constraint programming optimization) is studied, at least to find optimal sequences for subsets of products. The optimized selection and sequence of products minimize unproductive retooling and setup times and thus maximize the product throughput of the plant.
Selected publications
- M. Kowalski, A. Steinboeck, A. Aschauer, and A. Kugi, Optimal Start Times for a Flow Shop with Blocking Constraints, No-Wait Constraints, and Stochastic Processing Times, in Proceedings of the 17th IFAC Symposium on Information Control Problems in Manufacturing INCOM 2021, Budapest, Hungary, 2021, pp. 659-664.
[BibTex]@InProceedings{Kowalski2021, author = {M. Kowalski and A. Steinboeck and A. Aschauer and A. Kugi}, booktitle = {Proceedings of the 17th IFAC Symposium on Information Control Problems in Manufacturing INCOM 2021}, title = {Optimal Start Times for a Flow Shop with Blocking Constraints, No-Wait Constraints, and Stochastic Processing Times}, doi = {10.1016/j.ifacol.2021.08.176}, note = {17th IFAC Symposium on Information Control Problems in Manufacturing INCOM 2021}, number = {1}, pages = {659-664}, url = {https://www.sciencedirect.com/science/article/pii/S2405896321009460}, volume = {54}, address = {Budapest, Hungary}, issn = {2405-8963}, journal = {IFAC-PapersOnLine}, year = {2021}, }
- M. Kowalski, A. Steinboeck, and A. Kugi, Scheduling Multiple Groups of Jobs for a Multi-Line Steel Hot Rolling Mill, in Proceedings of the 19th IFAC Symposium on Control, Optimization and Automation in Mining, Mineral and Metal Processing MMM, Montreal, Canada, 2022, p. 168–173.
[BibTex]@InProceedings{Kowalski2022, author = {M. Kowalski and A. Steinboeck and A. Kugi}, booktitle = {Proceedings of the 19th IFAC Symposium on Control, Optimization and Automation in Mining, Mineral and Metal Processing MMM}, title = {Scheduling Multiple Groups of Jobs for a Multi-Line Steel Hot Rolling Mill}, doi = {10.1016/j.ifacol.2022.09.262}, note = {IFAC-PapersOnLine}, number = {21}, pages = {168--173}, volume = {55}, address = {Montreal, Canada}, month = {08}, year = {2022}, }
Applications
- Automation of rolling mills
- Optimization of processing times and product sequences in production processes