Optimization of process times and product sequences in a hot-rolling mill with batch-type reheating furnaces
Project focus
Focus of TU Wien – ACIN within the SemI40 project:
- Mathematical modeling of batch-type reheating furnaces
- Time-optimal control of batch-type reheating furnaces
- Optimal timetabling of reheating, rolling, and handling tasks
- Optimization of the product sequence for a finite production horizon
Description
In semiconductor manufacturing, sputtering processes require pure metals or special alloys for sputtering targets. These targets must fulfill rigorous quality requirements in terms of shape, chemical purity, and microstructure to guarantee high-end semicondutor production. Sputtering targets with high melting points (e.g., molybdenum) are usually produced by sintering and subsequent hot-forming. Metal powders are pressed and sintered in the shape of blocks. Subsequently, these blocks are reheated in furnaces and rolled into plates (targets) by a hot-rolling mill.
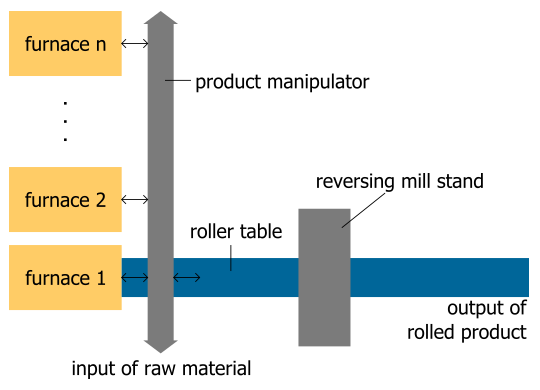
Outline of the production plant.
Figure 1 shows an outline of the considered plant. It consists of several furnaces which may be operated at different temperatures, a roller table with a reversing mill stand, and a product manipulator. The manipulator is used for all product transportation tasks between the furnaces and the roller table. The reheating process of the products in the furnaces is much more time consuming than the rolling passes at the reversing mill stand. Moreover, intermediate reheating steps are necessary between some rolling passes. Due to the fact that hot products cannot be stored, the availability of the required machines at the respective times has to be guaranteed. Hence, the productivity of the plant depends strongly on the required reheating times and the temporal shuffling of the process tasks. The goals of this project are to minimize the reheating times and to optimize the product sequence and the starting times of the process tasks to achieve the maximum product throughput.
A thermal simulation model for the product and furnace temperatures is developed as a basis for the minimization of the reheating times. Figure 2 shows its general components. Based on the simulation model, minimal reheating times can be determined in advance and the temperature evolution of the products can be estimated during the reheating processes. The reheating time of a product depends strongly on its radiation emissivity, which is subject to uncertainty. A good a-priori estimate of the emissivity of a product is obtained by the developed system by analyzing the reheating results of previously reheated similar products. For this purpose, the products are clustered into groups and the mean emissivity of each group is estimated over time. The developed model can be used as a design model for a time-optimal control strategy of the reheating furnaces.
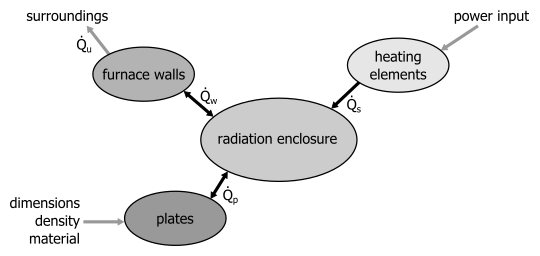
Thermal modeling of the furnaces.
Furthermore, a software tool is developed which optimizes the product sequence and the process times of all process tasks. This NP-hard combinatorial optimization problem (flexible job shop scheduling problem) is split into the determination of the process times for a known product sequence (timetabling problem) and a superordinate optimization of the product sequence. The optimal process times are determined by a tailored recursive algorithm, and the product sequence is optimized using heuristic methods. The sofware tool performs a receeding horizon planning with a finite horizon length and thus is able to react to unforeseen changes in the planned schedule.
Selected publications
- A. Aschauer, F. Roetzer, A. Steinboeck, and A. Kugi, Efficient scheduling of a stochastic no-wait job shop with controllable processing times, Expert Systems with Applications, vol. 162, p. 113879, 2020.
[BibTex] [Download]@Article{Aschauer2020, author = {Aschauer, A. and Roetzer, F. and Steinboeck, A. and Kugi, A.}, title = {Efficient scheduling of a stochastic no-wait job shop with controllable processing times}, doi = {10.1016/j.eswa.2020.113879}, pages = {113879}, volume = {162}, journal = {Expert Systems with Applications}, month = {7}, year = {2020}, }
- F. Rötzer, A. Aschauer, L. Jadachowski, A. Steinboeck, and A. Kugi, Temperature Control for Induction Heating of Thin Strips, in Proceedings of the 21st IFAC World Congress, Berlin, Germany, 2020, p. 11968–11973.
[BibTex]@InProceedings{Roetzer2020, author = {F. R\"otzer and A. Aschauer and L. Jadachowski and A. Steinboeck and A. Kugi}, booktitle = {Proceedings of the 21st IFAC World Congress}, title = {Temperature Control for Induction Heating of Thin Strips}, doi = {10.1016/j.ifacol.2020.12.722}, note = {IFAC-PapersOnLine}, number = {2}, pages = {11968--11973}, volume = {53}, address = {Berlin, Germany}, issn = {2405-8963}, month = {06}, year = {2020}, }
- A. Aschauer, F. Roetzer, A. Steinboeck, and A. Kugi, Scheduling of a Flexible Job Shop with Multiple Constraints, in Proceedings of the 16th IFAC Symposium on Information Control Problems in Manufacturing INCOM, Bergamo, Italy, 2018, pp. 1293-1298.
[BibTex]@InProceedings{Aschauer2018, author = {Aschauer, A. and Roetzer, F. and Steinboeck, A. and Kugi, A.}, title = {Scheduling of a Flexible Job Shop with Multiple Constraints}, booktitle = {Proceedings of the 16th IFAC Symposium on Information Control Problems in Manufacturing INCOM}, year = {2018}, volume = {51}, number = {11}, month = {6}, pages = {1293-1298}, doi = {10.1016/j.ifacol.2018.08.354}, address = {Bergamo, Italy}, issn = {2405-8963}, }
- F. Rötzer, A. Aschauer, A. Steinboeck, and A. Kugi, A Computationally Efficient 3D Mathematical Model of a Molybdenum Batch-Reheating Furnace, in Proceedings of the 9th Vienna International Conference on Mathematical Modelling (MATHMOD), Vienna, Austria, 2018, p. 819–824.
[BibTex]@InProceedings{Roetzer2018, author = {R\"otzer, F. and Aschauer, A. and Steinboeck, A. and Kugi, A.}, title = {A Computationally Efficient 3D Mathematical Model of a Molybdenum Batch-Reheating Furnace}, booktitle = {Proceedings of the 9th Vienna International Conference on Mathematical Modelling (MATHMOD)}, year = {2018}, month = {2}, pages = {819--824}, doi = {10.1016/j.ifacol.2018.04.015}, address = {Vienna, Austria}, }
- A. Aschauer, F. Roetzer, A. Steinboeck, and A. Kugi, An Efficient Algorithm for Scheduling a Flexible Job Shop with Blocking and No-Wait Constraints, in Proceedings of the 20th IFAC World Congress, Toulouse, France, 2017, pp. 12490-12495.
[BibTex]@InProceedings{Aschauer17, author = {Aschauer, A. and Roetzer, F. and Steinboeck, A. and Kugi, A.}, title = {An Efficient Algorithm for Scheduling a Flexible Job Shop with Blocking and No-Wait Constraints}, booktitle = {Proceedings of the 20th IFAC World Congress}, year = {2017}, volume = {50}, number = {1}, month = {7}, pages = {12490-12495}, doi = {10.1016/j.ifacol.2017.08.2056}, address = {Toulouse, France}, issn = {2405-8963}, }
Applications
- Automation of hot-rolling mills
- Industrial furnaces
- Time- and sequence optimization of production processes
Funding organisations
This research work is part of the EU project SemI40, which is funded by the programme ECSEL Joint Undertaking (Grant Agreement No. 692466) and the programme “IKT der Zukunft” (project number: 853343) of the Austrian Ministry for Transport, Innovation and Technology (bmvit) between May 2016 and April 2019. More information on IKT der Zukunft can be found at https://iktderzukunft.at/en/.
 |
 |
Contact
Univ.-Prof. Dr.techn. Andreas KugiUniv.Prof. Dr.techn. Andreas Steinböck
Status
ongoingExternal Project Page
http://www.semi40.euRelated Projects
- Modeling, observer design, and control of continuous slab reheating furnaces
- Modeling, observer design, control, and optimization of strip annealing furnaces
- Thermal model and optimal time scheduling of hot rolling
Further Links
Funding organisations
Project partner