
Produkt-Startzeit- und Reihenfolgeoptimierung für ein Mehrlinienwalzwerk
Projektschwerpunkte
- Modellierung des zeitlichen Fertigungsverlaufs von Produkten
- Berechnung optimaler Produkt-Startzeitpunkte bei deterministischen und stochastischen Prozesszeiten
- Reihenfolgeoptimierung von Produkten
Beschreibung
In einem Mehrlinienwalzwerk wird Flach- und Stabstahl sowie Draht aus Edelstahl gefertigt. Die Produkte weisen unterschiedliche Fertigungsparameter (Stahlsorte, Profilquerschnitt, Walztemperaturen, Walzgeschwindigkeiten, etc.) auf. Abbildung 1 zeigt ein Schema der Anlage. Zunächst werden die meisten Produkte in einem Hubbalkenofen sowie einzelne Produkte auch in Induktionsöfen auf eine vorgegebene Solltemperatur erwärmt. Im nächsten Schritt folgt das Walzen auf einen quadratischen Zwischenquerschnitt an einem reversierenden Vorgerüst. Danach werden die Produkte in der Profilwalzlinie oder der Flachwalzlinie auf den Endquerschnitt gewalzt.
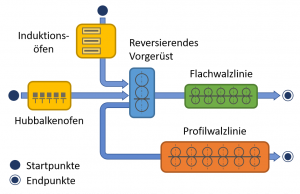
Anlagenübersicht des Mehrlinienwalzwerks.
An der Profilwalzlinie, siehe Abb. 2, sind bei Abmessungsänderungen abschnittsweise Maschinenumrüstungen notwendig. Während dieser Umrüstvorgänge wird an der Flachwalzlinie gefertigt. Für den Durchsatz und somit die Produktivität des gesamten Mehrlinienwalzwerks sind die folgenden Faktoren entscheidend:
- Die Startzeitpunkte der Produkte sollen unter Beachtung aller sicherheitstechnischen Zeitpuffer so gewählt werden, dass der zeitliche Produktabstand minimiert, d.h. der Produktdurchsatz maximiert wird.
- Die Produktreihenfolge soll so gewählt werden, dass die Maschinenumrüstzeiten zufolge unterschiedliche Fertigungsparameter aufeinanderfolgender Produkte minimiert werden.
- Während einer Maschinenumrüstung an der Profilwalzlinie sollen zur Fertigung an der Flachwalzlinie so viele Produkte ausgewählt werden, dass die Gesamtfertigungsdauer dieser Produkte möglichst exakt der Rüstzeit der Profilwalzlinie entspricht, um Stillstände zu vermeiden. Diese Gesamtfertigungsdauer ist dabei ebenfalls von der Reihenfolge der für die Flachwalzlinie ausgewählten Produkte abhängig.

Ausschnitt der Profilwalzlinie.
Als Basis für die Optimierung der Startzeitpunkte werden Modelle zur Berechnung der Prozesszeiten der Produkte für alle relevanten Abschnitte der Anlage entwickelt. Mit diesen Modellen kann der Fertigungsprozess aller Produkte in Form von Zeitpunkten, an denen die Produkte definierte Punkte entlang der Fertigungslinie passieren, berechnet werden. Basierend auf dem Prozessverlauf eines Produkts wird der optimale Startzeitpunkt des nächsten Produkts bestimmt und dem Bedienpersonal über ein Terminal vorgeschlagen.
Die Optimierung der Produktauswahl sowie -reihenfolge stellt ein kombinatorisches Optimierungsproblem dar, das als NP-schwer bekannt ist. Zur näherungsweisen Lösung dieses Problems werden verschiedene heuristische Algorithmen (lokale Suche, Simulated Annealing, Tabu Search) implementiert und analysiert. Weiters wird die Anwendbarkeit von exakten Verfahren (Branch and Bound, Constraint Programming Optimization) zur Auffindung eines Optimums zumindest für Teilprobleme der Reihenfolgeoptimierung untersucht. Die optimierte Produktauswahl und Produktreihenfolge minimiert unproduktive Umrüst- und Stillstandszeiten und maximiert damit den Produktdurchsatz der Anlage.
Ausgewählte Veröffentlichungen
- M. Kowalski, A. Steinboeck, A. Aschauer, and A. Kugi, Optimal Start Times for a Flow Shop with Blocking Constraints, No-Wait Constraints, and Stochastic Processing Times, in Proceedings of the 17th IFAC Symposium on Information Control Problems in Manufacturing INCOM 2021, Budapest, Hungary, 2021, pp. 659-664.
[BibTex]@InProceedings{Kowalski2021, author = {M. Kowalski and A. Steinboeck and A. Aschauer and A. Kugi}, booktitle = {Proceedings of the 17th IFAC Symposium on Information Control Problems in Manufacturing INCOM 2021}, title = {Optimal Start Times for a Flow Shop with Blocking Constraints, No-Wait Constraints, and Stochastic Processing Times}, doi = {10.1016/j.ifacol.2021.08.176}, note = {17th IFAC Symposium on Information Control Problems in Manufacturing INCOM 2021}, number = {1}, pages = {659-664}, url = {https://www.sciencedirect.com/science/article/pii/S2405896321009460}, volume = {54}, address = {Budapest, Hungary}, issn = {2405-8963}, journal = {IFAC-PapersOnLine}, year = {2021}, }
- M. Kowalski, A. Steinboeck, and A. Kugi, Scheduling Multiple Groups of Jobs for a Multi-Line Steel Hot Rolling Mill, in Proceedings of the 19th IFAC Symposium on Control, Optimization and Automation in Mining, Mineral and Metal Processing MMM, Montreal, Canada, 2022, p. 168–173.
[BibTex]@InProceedings{Kowalski2022, author = {M. Kowalski and A. Steinboeck and A. Kugi}, booktitle = {Proceedings of the 19th IFAC Symposium on Control, Optimization and Automation in Mining, Mineral and Metal Processing MMM}, title = {Scheduling Multiple Groups of Jobs for a Multi-Line Steel Hot Rolling Mill}, doi = {10.1016/j.ifacol.2022.09.262}, note = {IFAC-PapersOnLine}, number = {21}, pages = {168--173}, volume = {55}, address = {Montreal, Canada}, month = {08}, year = {2022}, }
Anwendungsbereiche
- Walzwerksautomatisierung
- Zeit- und Reihenfolgeoptimierung in Produktionsprozessen
Ansprechpartner
Univ.Prof. Dr.techn. Andreas SteinböckUniv.-Prof. Dr.techn. Andreas Kugi