Festo System Lab for Autonomous Handling Systems
After the successful completion of the Festo System Laboratory, the successor project Festo System Lab for Autonomous Handling Systems was launched. On January 1, 2020, this laboratory was set up at the Automation and Control Institute (ACIN) at TU Wien.
The laboratory is initiated and financed by the Stoll shareholder family and is dedicated to long-term basic research and applied research in the field of autonomous handling systems. Many years of successful cooperation between ACIN and Festo will be further intensified. The common goal of the partnership is to transfer the results of basic research from the university to the industry and thus further expand the productivity and competitiveness of Festo in factory and process automation.
Aims
The Festo System Laboratory for Autonomous Handling Systems deals with industrial processes on three-dimensional free-form surfaces, performed using robots. The possible applications are diverse and range from robot-assisted grinding and polishing to welding and sewing, see Fig. 1. An autonomous robotic system should learn processes like these from human demonstrations, understand the most important process parameters and be able to autonomously apply them to new, previously unseen workpieces. In addition, the autonomous robotic system should autonomously inspect the executed process on the three-dimensional free-form surface, evaluate the process execution and iteratively improve it for the next process execution.
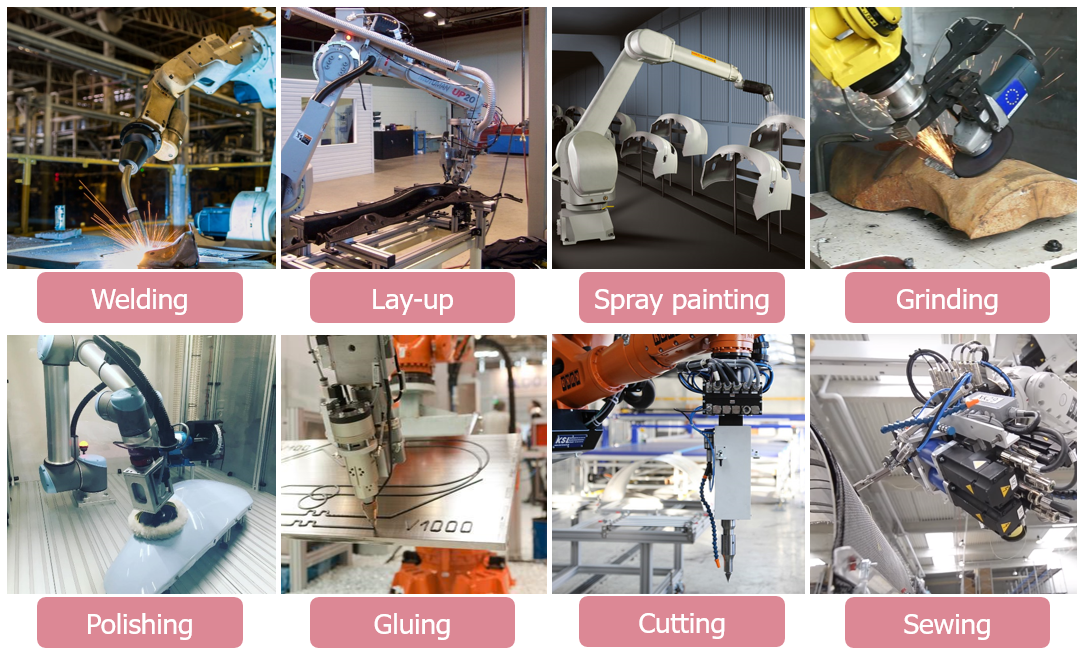
Applications for a learning, autonomous handling system for industrial processes on three-dimensional free-form surfaces.
Concept
Fig. 2 shows a simplified overview of the concept of the Festo System Laboratory for Autonomous Handling Systems. The concept consists of two parts: the demonstration of an industrial process by the human, which is stored in an AI database, and the process execution by the autonomous robotic system.
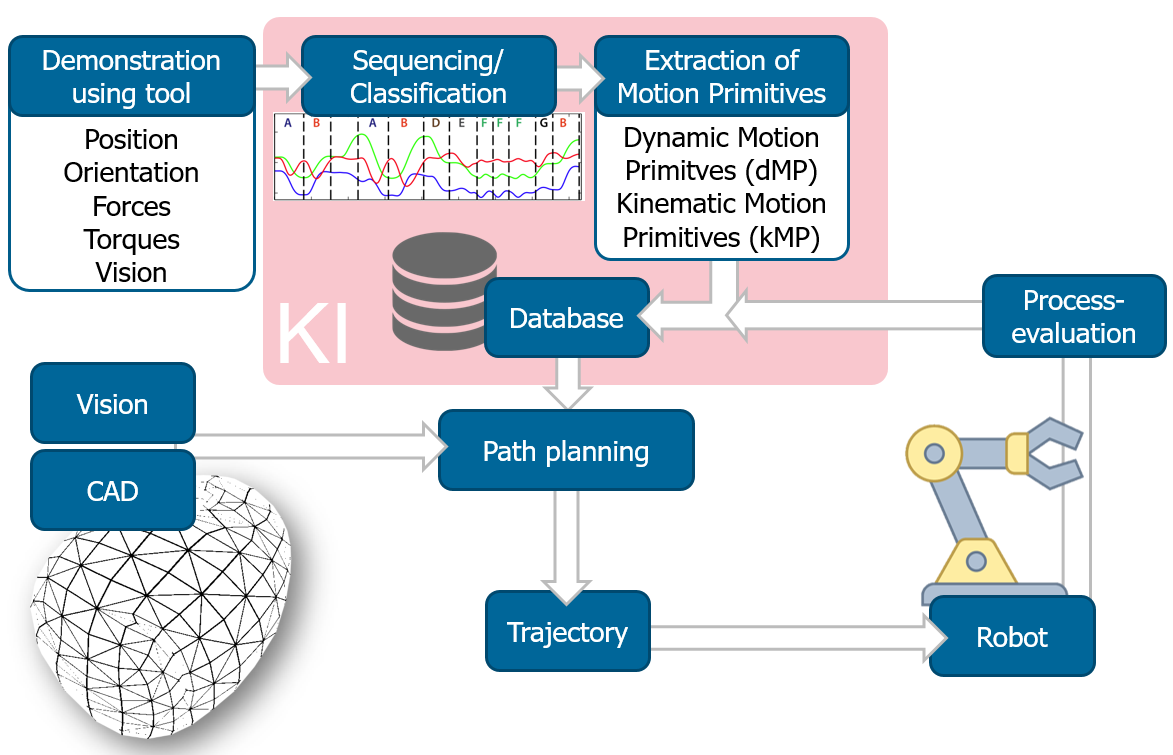
Concept of the Festo System Laboratory for Autonomous Handling Systems.
In order to demonstrate a new industrial process to the robotic system, the human uses a so-called instrumented tool. This is a commercially available tool that has been equipped with additional sensors to record the most important signals during the process. This includes, for example, the movements of the tool in Cartesian space and the interaction forces between the tool and the workpiece.
The recorded demonstrations are then processed using machine learning, i.e. the movements are sequenced and classified and the relevant parameters of the movement are extracted. Furthermore, information about the machined workpiece is stored, resulting in an even clearer picture of the process: Which process parameters are suitable for planar areas of the workpiece? How are edges of the workpiece processed correctly?
The second part of the concept includes the actual execution of the industrial process on a new, previously unseen workpiece by the robot system. To this end, the new workpiece is first captured by the autonomous system: either it already exists in the form of CAD data and has to be precisely localized, or it is measured and digitized with high precision by a robot-supported vision system. In the next step, the learned process parameters are applied to the new object using suitable algorithms. The necessary movements of the robot tool are calculated and the necessary process forces are determined.
For process execution, the robot is equipped with a tool, which is equivalent to the instrumented demonstration tool. As a result, the correspondence between the demonstrations by the human and the process executions by the robot is clear: movements and process forces recorded in the demonstrations can be precisely reproduced by the robot in new situations.
In the course of trajectory planning, a suitable robot movement is calculated, which performs the desired movements and process forces with the robot tool, and this is finally executed on the robot. During process execution, numerous sensor signals are combined using sensor fusion so that the robot can react to unknown deviations.
After the execution of the process, the process is evaluated: With the help of a robot-vision system, the processed areas of the workpiece are precisely inspected and conclusions are drawn about the process quality. With this information, the process database is adjusted in order to improve the process quality in the next run.
Application: Polishing
As an example application of the above concept, an industrial polishing process is illustrated in the following, see Fig. 3. For human demonstrations, a commercially available polishing device is equipped with a force/torque sensor in order to be able to record the process forces. An inertial measurement unit (IMU) together with markers for an optical tracking system allow to precisely record the movements of the tool on the workpiece. The applied forces and torques, the position and orientation of the tool relative to the machined surface and the speed at which the tool is moved over the surface are extracted from the demonstrations as process parameters. Further information is contained in the geometric description of the object: Circular movements are used on planar areas of the workpiece, while edges are polished by linear movements parallel to the edge. This general description of the process is learned by the robot system and stored in the process database.
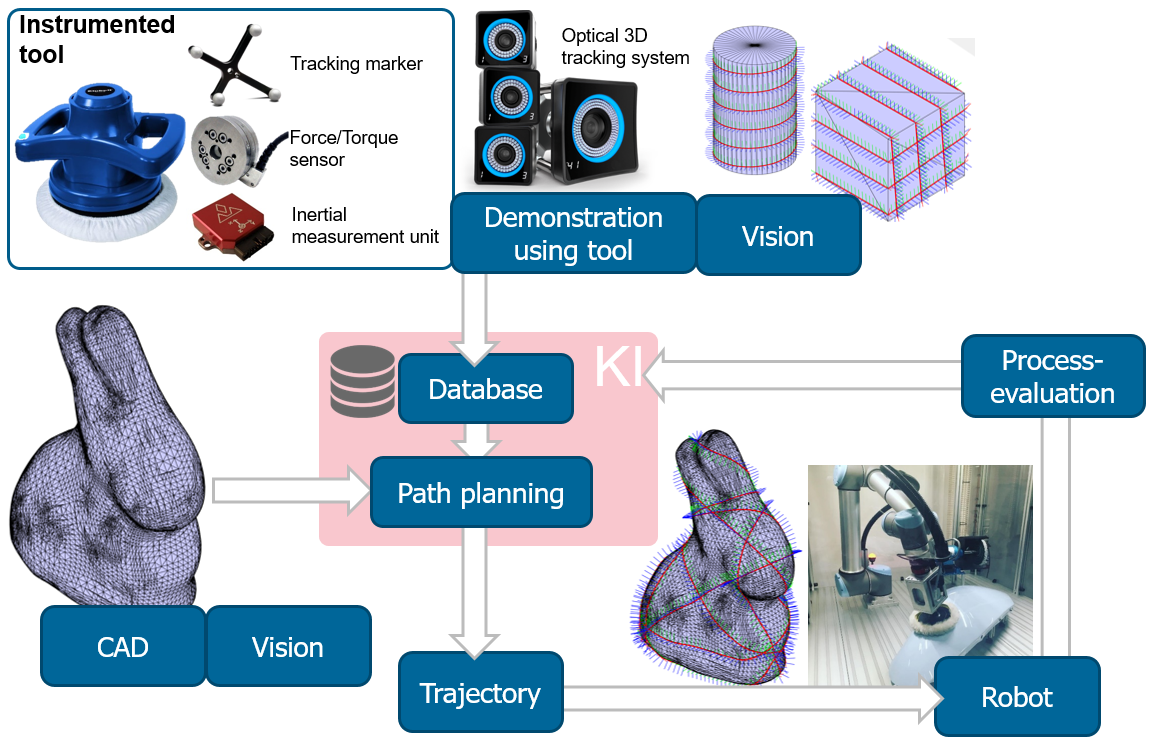
Concept of the Festo System Laboratory illustrated for a polishing process.
With the help of the process database, a new and unseen workpiece can be processed by the robot. First, this object is digitized and then the necessary movements of the tool and the robot can be calculated with suitable algorithms. During process execution, the movement of the robot tool and the forces exerted are monitored by the built-in sensors and with the help of sensor fusion. The robot can thus react appropriately to small mismatches between planning and reality. Finally, the workpiece is inspected using a camera system mounted on the end-effector of the robot. With the collected data, insufficiently or incorrectly machined areas of the workpiece are identified and the executed process is evaluated. Finally, the autonomous robotic system improves the process parameters in the process database based on the results from the evaluation. This allows the robot to improve the process quality the next time it is executed on a similar or new object.
Partner