Forschungsbereich Warmbandstraße
Modellierung, Beobachterentwurf und Regelung einer Warmbandstraße
Schwerpunkte
- Modellbildung und Parameteridentifikation für ein Vorgerüst und eine Fertigwalzstraße für Warmband
- Schätzung nicht messbarer Systemgrößen
- Modellbasierte Prozessregelung und Optimierung nichtlinearer Mehrgrößensysteme (MIMO-Systeme)
- Nichtlineare modellprädiktive Regelung von Systemzuständen und Produktparametern

Fertiggerüste einer Warmband-Walzstraße, © voestalpine Stahl GmbH.
Beschreibung
Im Forschungsbereich Warmbandstraße werden fortgeschrittene nichtlineare Regelungsaufgaben gelöst, die beim Betrieb eines Vorgerüstes sowie einer Fertigwalzstraße auftreten. Eine Walzstraße, wie sie in Abb. 2 dargestellt ist, ist ein nichtlineares dynamisches Mehrgrößensystem. Das dynamische Verhalten wird durch Eingangs-, Zustands- und Zeitbeschränkungen sowie Zeitvarianz, stochastische Unsicherheiten und eine kontinuierliche Betriebsweise bestimmt. Diese speziellen Eigenschaften und harte Echtzeitanforderungen machen die zugehörigen Regelungsaufgaben besonders herausfordernd. Um die Komplexität zu reduzieren, werden für Prozessregelungen üblicherweise Kaskadenregelungen eingesetzt. Ausgehend von dieser hierarchischen Struktur werden in einem ersten Schritt Modelle und Regler für unterlagerte Regelkreise untersucht. In einem nächsten Schritt werden dann Regler für die übergeordneten Mehrgrößenregelkreise entworfen.

Abschnitte einer Warmbandstraße.
Für diesen Zweck wurde ein hydrodynamisches Walzspaltmodell, welches einen zweidimensionalen visko-plastischen Materialfluss annimmt, hergeleitet. In Kombination mit einem maßgeschneiderten Materialmodell für die Fließspannung und die dynamische Viskosität ist das Walzspaltmodell im Stande, das komplexe Deformationsverhalten vom ersten bis zum letzten Walzgerüst zu beschreiben. Darüber hinaus bildet das Walzspaltmodell die Effekte der Ölschmierung, der Walzgeschwindigkeit und lateraler Asymmetrien im Walzspalt ab. Die Ölschmierung wird benutzt, um die Walzkraft und den totalen Energieverbrauch zu reduzieren. Sie führt aber auch zu Störungen in der Dickenregelung. Außerdem wurde ein Gerüstmodell, welches die dynamischen Effekte der hydraulischen Aktoren und die elastische Deformation der Walzen sowie die Dehnung des Gerüstständers aufgrund der Walzkraft beschreibt, entwickelt.
Im Weiteren wurden dynamische Modelle zur Beschreibung der lateralen Kontur und Bewegung des Stahlbandes sowie der longitudinalen Bewegung des Dickenprofiles, des Materialflusses und des Bandzuges zwischen zwei benachbarten Gerüsten entwickelt. Am betrachteten Vorgerüst wird zusätzlich der Effekt von lateral wirkenden Kräften, z.B. eingeprägt durch Staucherwalzen, untersucht. Diese umfassenden Modelle, welche den gesamten Walzvorgang abbilden und basierend auf Messungen in der Anlage validiert werden, werden zur Entwicklung von Regelungen, zur Schätzung nicht messbarer Größen und für fortgeschrittene Simulationsstudien benutzt.
Basierend auf dem Teilmodell eines einzelnen Walzgerüstes wird ein neuartiges Vorsteuerungskonzept für die Banddicke entwickelt. Das Konzept basiert auf einer Zwei-Freiheitsgrad-Regelung, wie sie in Abb. 3 dargestellt ist, und berücksichtigt auf systematische Art und Weise die bekannten Störungen von vorhergehenden Arbeitsschritten. In der Regelschleife wird ein „Automatic Gauge Controller“ (AGC) eingesetzt.
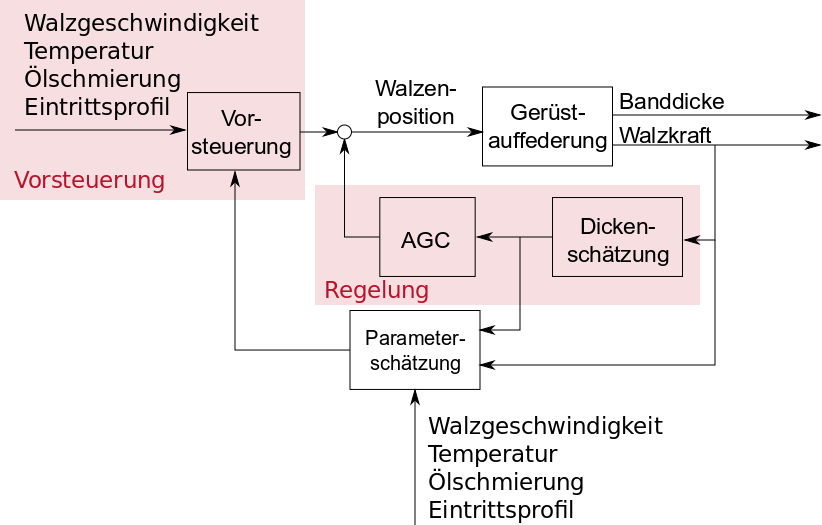
Struktur der entwickelten Zwei-Freiheitsgrad-Regelung für die Warmbandstraße.
Die entwickelte Vorsteuerung errechnet die Stellgrößen basierend auf einem Optimierungsproblem, bei welchem die Abweichung zwischen dem prädizierten und dem gewünschten Dickenprofil minimiert wird. Mit diesem Ansatz ist man in der Lage, thermische Inhomogenitäten, inhomogene Eingangsdicken, laterale Asymmetrien und die Effekte der Ölschmierung systematisch zu kompensieren. Da die Materialparameter jedoch oft unsicher oder unbekannt und Messsignale inklusive der Produktverfolgung ungenau sind, wird ein zusätzlicher Parameterschätzalgorithmus verwendet, um die Vorsteuerung zu adaptieren. Die entwickelte adaptive Vorsteuerung wurde erfolgreich an einer Anlage der voestalpine Stahl GmbH implementiert. Die Vorsteuerung verbessert die Fertigbanddicke signifikant.
Eine Regelungsstrategie für die laterale Bewegung und die Kontur des Bandes im Vorgerüst wird entwickelt. Das genaue Einhalten der lateralen Kontur ist essentiell um Sicherheits- und Qualitätsanforderungen an der nachfolgenden Fertigwalzstraße erfüllen zu können.
Für die laterale Bewegung des Stahlbandes in der Warmbandstraße wird ein neues Regelungskonzept entwickelt. Dieser Regler stabilisiert die Bewegung des Stahlbandes in lateraler Richtung im Speziellen während des Aus- und Einfädelvorgangs. Dadurch wird ein sicherer Anlagenbetrieb gewährleistet sowie die Qualität der Bandkanten und die Geradheit des Bandes verbessert.
Der longitudinale Bandzug ist eine weitere wichtige Prozessgröße, welche geregelt werden muss. Aus diesem Grund wird ein Mehrgrößenmassenflussregler benutzt, um die Walzgeschwindigkeit der einzelnen Walzgerüste einzustellen und gleichzeitig mit Hilfe der Schlingenheber einen gewünschten Bandzug zu garantieren. Abbildung 4 zeigt die mannigfaltigen Schnittstellen und physikalischen Interaktionen welche dieser Regler berücksichtigen muss.
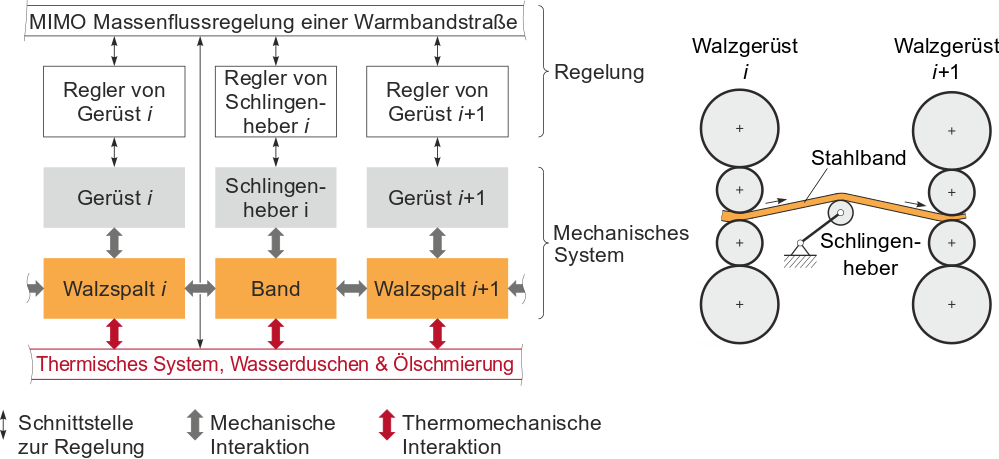
Regler sowie mechanische und thermische Teilsysteme einer Warmbandstraße.
Links
- Förderer und Forschungspartner
- Verwandte Projekte am Institut