
Modellierung und Regelung eines Quarto-Reversiergerüstes zum Walzen von Grobblechen
Projektschwerpunkte
- Modellbildung, Identifikation und Analyse von mechanischen und hydraulischen Komponenten eines Fertiggerüstes
- Regelung von Warmwalzgerüsten (Feedforward-Dickenregelung)
- Online-Adaption von Modellparametern für die modellbasierte Reglung
Beschreibung
Beim Warmwalzen von Grobblechen werden die zuvor erwärmten Walztafeln mit Hilfe von Walzgerüsten umgeformt. Dabei werden häufig Quarto-Reversiergerüste eingesetzt, die aus zwei Arbeitswalzen und zwei Stützwalzen aufgebaut sind. Die plastische Umformung der Walztafel findet in mehreren Stichen zwischen den beiden Arbeitswalzen statt. Aufgrund der hohen Walzkräfte kommt es zu einer Durchbiegung der Arbeitswalzen, was ein ungleichmäßiges Dickenprofil der Walztafel zur Folge hat. Die beiden Stützwalzen sollen eine solche Durchbiegung der Arbeitswalzen verringern. Zusätzlich sind die Gerüste häufig mit Gegenbiegevorrichtungen in Form von hydraulischen Gegenbiegern und/oder speziell geschliffenen Walzen (CVC-Walzen) ausgestattet. Damit soll ein ebener Walzspalt und somit ein gleichmäßiges laterales Dickenprofil im Endprodukt erzielt werden.

Quarto-Reversierwalzgerüst, © Dillinger Hüttenwerke AG.
Während des Walzens treten Kräfte von bis zu 90 MN auf, die zu elastischen Verformungen des Gerüstes von bis zu 13 mm führen können. Diese Auffederung setzt sich aus der elastischen Deformation des Gerüstständers sowie der Durchbiegung und Kompression der Walzen zusammen. Da beim Walzen die gewünschte Dicke der Walztafel mit einer Genauigkeit von 0.1 mm erreicht werden muss, ist es notwendig, diese Auffederung zu kompensieren. Das Gerüst muss zudem so eingestellt werden, dass ein möglichst ebener Walzspalt zwischen den Arbeitswalzen entsteht, sodass die Walztafel in lateraler Richtung eine konstante Auslaufdicke aufweist. Aufgrund der Bedingungen rund um den Walzspalt (Hitze, Wasserdampf) ist es jedoch nicht möglich, die Auslaufdicke der Walztafel unmittelbar am Walzspalt zu messen. Eine Dickenmessung erfolgt erst einige Meter vom Gerüst entfernt. Diese Messung kann aufgrund der zeitlichen Verzögerung nicht für die Dickenregelung des Walzvorganges verwendet werden. Es ist daher notwendig, die Auslaufdicke der Walztafel mit Hilfe eines Modells zu berechnen. Bei der Modellierung müssen einerseits die hydraulischen und mechanischen Komponenten des Ständers, andererseits – insbesondere für die Auslaufdicke in lateraler Richtung – die Biegung und die Kompression der Walzen berücksichtigt werden. Die Ergebnisse dieses Modells können dann für die Regelung verwendet werden.
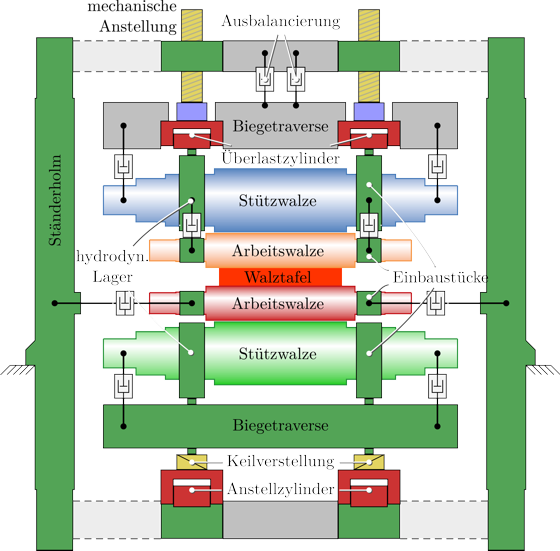
Aufbau eines Quarto-Reversierwalzgerüstes – Frontansicht.
Aufgrund der Dimension der Walzen wurde als Ausgangspunkt des mathematischen Modells für die Biegung der Arbeits- und Stützwalzen ein Timoshenko-Balkenmodell gewählt. Zur vollständigen Beschreibung des Problems müssen die Belastungen der Walzen und die Randbedingungen bestimmt werden.
Die Walzkraft, die zwischen den beiden Arbeitswalzen wirkt, ist die Kraft, die zur plastischen Umformung des Walzgutes führt. Diese Kraft hängt vom Material der Walztafel, der Walzgeschwindigkeit, dem Temperaturprofil sowie dem Einlauf- und Auslaufdickenprofil der Walztafel ab. Da die Auslaufdicke von der Durchbiegung der beiden Arbeitswalzen abhängig ist, ergibt sich eine nichtlineare Kopplung der Differentialgleichungen der beiden Arbeitswalzen.
Ähnliches gilt für den Kontakt zwischen den Stütz- und Arbeitswalzen. Man erhält einen nichtlinearen Zusammenhang zwischen der Kontaktkraft und der Verschiebung der Achsen der Stütz- und Arbeitswalzen.
Zur Festlegung von Randbedingungen ist es notwendig, den Abstand der beiden Stützwalzenzapfen zu ermitteln. Dies setzt neben einer Kalibration des Modells die Berechnung der Auffederung des Gerüstes voraus, die von der Walzkraft abhängig ist. Hierbei müssen auch die Reibkräfte, die zwischen den Walzeneinbaustücken und den Ständerholmen wirken, berücksichtigt werden. Des Weiteren muss die Position der Stützwalzenzapfen in den hydrodynamischen Lagern bestimmt werden, wobei sich eine nichtlineare Abhängigkeit von der Walzkraft und der Walzgeschwindigkeit ergibt.
Letztlich ist ein 2-Punkt-Randwertproblem aus 16 gekoppelten nichtlinearen Differentialgleichungen zu lösen. Da das Modell zur Echtzeitregelung verwendet werden soll, darf die Rechenzeit zur Lösung des Problems die Abtastzeit der Dickenregelung nicht überschreiten.
Die entwickelte Lösung wurde erfolgreich anhand von Messdaten eines industriellen Fertiggerüstes verifiziert.
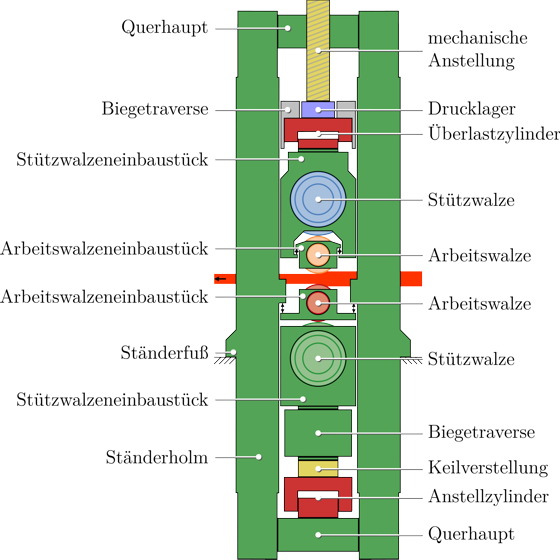
Aufbau eines Quarto-Reversierwalzgerüstes – Seitenansicht.
Wird ein solches Modell im Rahmen einer herkömmlichen Regelungsstrategie eingesetzt, so ist es aufgrund der begrenzten Dynamik der Anstellvorrichtung und des geschlossenen Regelkreises nur schwer möglich, schnelle Störungen der Einlaufdicke und der Umformfestigkeit der Walztafel zu kompensieren. Schwankungen in der Umformfestigkeit können z.B. aufgrund von Unregelmäßigkeiten in der Temperaturverteilung der Walztafel auftreten.
Es wurden nun Strategien zur Schätzung des Einlaufdicken- und Umformfestigkeitsprofils während eines Stiches entwickelt. Diese geschätzten Profile werden im folgenden Stich im Sinne einer Vorsteuerung auf den kaskadierten konventionellen Dickenregelkreis aufgeschaltet. Man erhält eine Kombination einer Feedforward-Regelungsstrategie mit der üblichen Gaugemeter-Methode zur Auffederungskompensation, mit deren Hilfe die Schwankungen in den Eingangsgrößen zumindest teilweise kompensiert werden können.
Die entwickelte Feedforward-Regelungsstrategie wurde nach Verifikation in der Simulationsumgebung an einer industriellen Anlage implementiert, wo sie erfolgreich weiterentwickelt wird.
Ausgewählte Veröffentlichungen
- T. König, Entwicklung, Parametrierung und Online-Adaption eines mathematischen Modells eines Walzgerüstes beim Warmwalzen, A. Kugi and K. Schlacher, Eds., Aachen: Shaker Verlag, 2014, vol. 22.
[BibTex]@Book{Koenig14, Title = {Entwicklung, {P}arametrierung und {O}nline-{A}daption eines mathematischen {M}odells eines {W}alzger{\"u}stes beim {W}armwalzen}, Author = {K{\"o}nig, T.}, Editor = {A. Kugi and K. Schlacher}, Publisher = {Shaker Verlag}, Year = {2014}, Address = {Aachen}, Series = {Modellierung und Regelung komplexer dynamischer Systeme}, Volume = {22}, ISBN = {978-3-8440-3224-6}, Organization = {Institute f{\"u}r Automatisierungs- und Regelungstechnik (TU Wien) und Regelungstechnik und Prozessautomatisierung (JKU Linz)}, } - T. König, A. Steinboeck, and A. Kugi, Online Calibration of a Mathematical Model for the Deflection of a Rolling Mill, in Proceedings of Rolling 2013, Venezia, Italy, 2013, p. 1–12.
[BibTex]@InProceedings{Konig13, author = {T. K{\"o}nig and A. Steinboeck and A. Kugi}, title = {{{O}nline {C}alibration of a {M}athematical {M}odel for the {D}eflection of a {R}olling {M}ill}}, booktitle = {Proceedings of Rolling 2013}, year = {2013}, month = {6}, pages = {1--12}, address = {Venezia, Italy}, } - T. König, A. Steinboeck, A. Kugi, R. Heeg, and T. Kiefer, Deflection and bending model of a four-high mill stand for heavy plate rolling, in Proceedings of the 4th International Conference on Modelling and Simulation of Metallurgical Processes in Steelmaking, STEELSIM, METEC InSteelCon 2011, Düsseldorf, Germany, 2011.
[BibTex]@InProceedings{Koenig11, author = {T. K\"onig and A. Steinboeck and A. Kugi and R. Heeg and T. Kiefer}, title = {Deflection and bending model of a four-high mill stand for heavy plate rolling}, booktitle = {Proceedings of the 4th International Conference on Modelling and Simulation of Metallurgical Processes in Steelmaking, STEELSIM, METEC InSteelCon 2011}, year = {2011}, month = {6}, address = {D\"usseldorf, Germany}, } - R. Heeg, Modellierung und Dickenregelung beim Warmwalzen, A. Kugi and K. Schlacher, Eds., Aachen: Shaker Verlag, 2009, vol. 5.
[BibTex]@Book{Heeg09, Title = {Modellierung und Dickenregelung beim Warmwalzen}, Author = {R. Heeg}, Editor = {A. Kugi and K. Schlacher}, Publisher = {Shaker Verlag}, Year = {2009}, Address = {Aachen}, Series = {Modellierung und Regelung komplexer dynamischer Systeme}, Volume = {5}, ISBN = {978-3-8322-7871-7}, } - T. König, Mathematische Modelle zur Berechnung der Auffederung eines Fertiggerüstes, 2008.
[BibTex]@Mastersthesis{koenig08, Title = {Mathematische Modelle zur Berechnung der Auffederung eines Fertigger{\"u}stes}, Author = {K{\"o}nig, T.}, School = {Vienna University of Technology}, Year = {2008}, } - R. Heeg, T. Kiefer, and A. Kugi, Control of Plate Thickness in Heavy Plate Mills: A New Perspective, in Proceedings of the 12th IFAC Symposium on Automation in Mining, Mineral and Metal Processing, Quebec City, Canada, 2007, p. 107–112.
[BibTex]@InProceedings{Heeg07, author = {R. Heeg and T. Kiefer and A. Kugi}, title = {Control of Plate Thickness in Heavy Plate Mills: A New Perspective}, booktitle = {Proceedings of the 12th IFAC Symposium on Automation in Mining, Mineral and Metal Processing}, year = {2007}, month = {8}, pages = {107--112}, doi = {10.3182/20070821-3-CA-2919.00016}, address = {Quebec City, Canada}, }
Anwendungsbereiche
- Walzwerksautomatisierung
- Plastischer Umformprozess
- Warmwalzen von Grobblechen
Ansprechpartner
Univ.-Prof. Dr.techn. Andreas KugiUniv.Prof. Dr.techn. Andreas Steinböck
Status
abgeschlossenVerwandte Projekte
- Laterale Führung und Formgebung beim Grobblechwalzen
- Modellierung und Regelung eines Quarto-Reversiergerüstes zum Walzen von Grobblechen
- Modellierung und Regelung von Warmrichtmaschinen
- Thermisches Modell und optimale Zeitplanung des Warmwalzens
- Zeit- und Reihenfolgeoptimierung für ein Grobblechwalzwerk mit Anwärmöfen im Chargenbetrieb